
Нержавеющая сталь ― пожалуй, самый распространенный вид металла, с которым приходится иметь дело в быту. Из нее делают раковины, ванны, трубы, разные емкости, посуду и прочее. Детали многих механизмов, части корпуса автомобилей также производят из этого вида стали. Поэтому сварка нержавейки в домашних условиях всегда актуальна. В статье мы рассмотрим проблемы и возможности такой работы.

Что осложняет сварку нержавейки
- Данный вид стали имеет низкий коэффициент теплопроводности, что повышает риск перегрева сварочной ванны и прожига металла.
- Нарушение режимов сварки и перегрев запускают процесс межкристаллитной коррозии, которая приводит к быстрому разрушению соединения.
- Из-за высокого коэффициента расширения при нагреве нержавейки могут появиться трещины или деформируется изделие.
- Повышенное электрическое сопротивление нержавеющей стали требует быстрого и сильного нагрева электродов, отчего они быстрее сгорают.
Как снизить риски
- Все работы проводить на пониженном токе (примерно на 20% ниже, чем для обычной стали).
- Соблюдать режим сварки, не допуская перегрева металла (до 500 °С).
- При многопроходной сварке необходимо дать остыть предыдущему слою.
- Внимательно подбирать электроды и присадочный материал (по размеру и составу).
- С учетом теплового расширения при стыковке деталей перед сваркой оставлять зазор, ширина которого будет зависеть от толщины металла (но не более 2 мм).
- Использовать медную подложку для отвода избыточного тепла в области сварки.
- Хорошо подготовить предназначенные для сварки детали.

Подготовка к сварке
Поверхность свариваемых частей необходимо тщательно зачистить механическим способом и обезжирить. Кромки толщиной более 4 мм нужно сточить под углом 45°, чтобы в результате получился V-образный стык. Чтобы предотвратить смещение деталей во время работы, линию соединения нужно слегка прихватить в нескольких местах. Предварительный подогрев деталей до 150 °С уменьшает перепад температур в металле.
Оборудование и материалы
Для работы с нержавеющими сталями необходим аппарат инверторного типа. Это может быть инвертор для электродуговой сварки покрытым электродом (ММА), ручной сварки в среде аргона (TIG), полуавтомат MIG/MAG или универсальное устройство для всех режимов. Главное, что инверторный аппарат способен обеспечить стабильную дугу при понижении силы тока.
Для аргонодуговой и полуавтоматической сварки, кроме инвертора, понадобится газовое оборудование: горелка, шланги, баллон с газом (аргон, углекислота) и редуктор.
В качестве расходников для TIG-сварки используются вольфрамовые электроды и присадочный прут, для полуавтомата MIG/MAG ― катушка с присадочной проволокой.
Для ручной сварки нержавейки методом ММА важно использовать специальные марки штучных электродов для высоколегированных сталей. При выборе учитывается состав свариваемого металла и параметры сварки. На упаковке электродов, как правило, указывают все необходимые характеристики: назначение, тип и толщину покрытия, диаметр, полярность и т. п. Подобрать нужную марку поможет ГОСТ 10052-75.
Характер сварочного процесса и его результаты будут зависеть от выбранной технологии. Рассмотрим их более детально.

Ручная дуговая сварка покрытым электродом (ММА)
Самая простая и доступная технология. Сварной шов образуется за счет плавления металла кромок и электрода, поэтому в идеале они должны совпадать по составу. Покрытие электрода при сгорании выделяет вещества, необходимые для защиты сварочной ванны от окисления.
Сварка покрытым электродом сопровождается плавильными брызгами и обильным шлакообразованием. Электрод нужно вести вдоль линии стыка без колебательных движений по ширине. В таких условиях сварщику помогают дополнительные функции инвертора, например форсаж дуги. Шов после ММА-сварки содержит много шлака и окалины. Его необходимо тщательно очистить и обработать, чтобы предотвратить коррозию. Преимуществом метода является возможность производить работы в труднодоступных местах и в любом положении. Однако тонкие (менее 3 мм) и ответственные конструкции этим способом варить не рекомендуется.

РЕСАНТА САИ-220
- Мощность, Вт 6600
- Диапазон регулирования сварочного тока, А 10 — 220
- Вес, кг 4.4

РЕСАНТА САИ-250
- Мощность, Вт 7700
- Диапазон регулирования сварочного тока, А 10 — 250
- Вес, кг 6.5
Ручная сварка нержавейки в среде аргона (TIG)
Осуществляется в режиме DC/AC. Дуга горит между металлом и неплавящимся вольфрамовым электродом. Шов формируется за счет тонкого плавления кромок деталей и присадочного прута, который подается вручную. Состав прута должен соответствовать составу свариваемого материала.
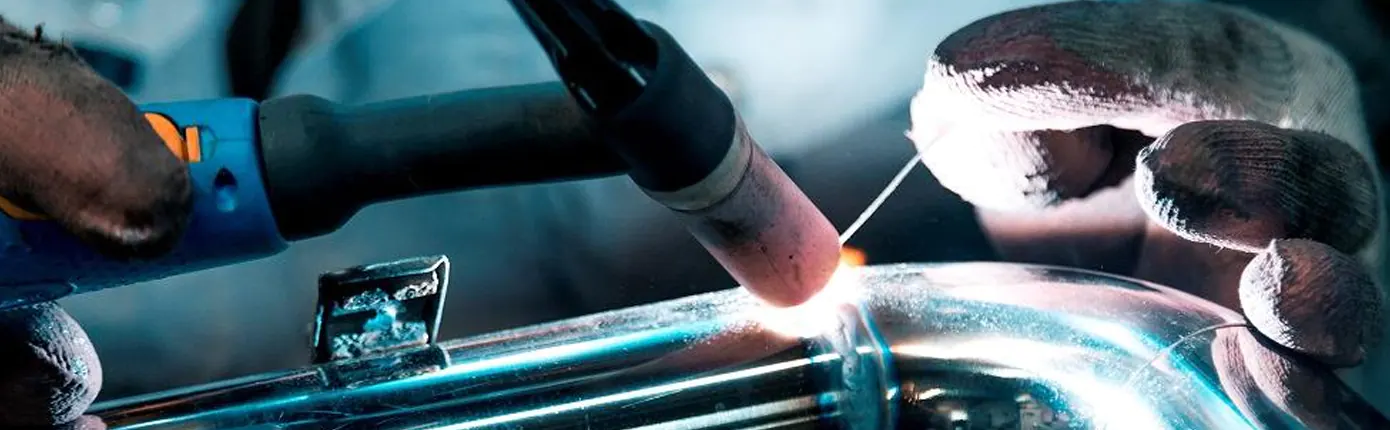
Защита сварочной ванны аргоном, поступающим из горелки, предотвращает образование искр и шлака. Газ пускают до поджига дуги и закрывают через 15―20 секунд после ее угасания. Это убережет шов от окисления, а электрод от преждевременного разрушения. Такая технология незаменима для сварки тонких конструкций, где важны ювелирная точность шва, высокая надежность и герметичность.

РЕСАНТА САИ-230АД
- Мощность, Вт 6900
- Диапазон регулирования сварочного тока, А 10 — 230
- Вес, кг 10.8

Полуавтоматическая сварка нержавейки (МIG/MAG)
Осуществляется с помощью присадочной проволоки-электрода, которая автоматически подается из горелки в сопровождении газа. В качестве защиты часто используют углекислый газ, но для ответственных конструкций нужен аргон или смесь 70% аргона и 30% углекислоты. Материал проволоки ― нержавейка, ее диаметр подбирают по толщине свариваемых деталей.

Полуавтоматы позволяют производить сварку в разных технологических режимах. Например, детали большой толщины сваривают методом струйного переноса, а тонкие ― короткой дугой. Аппараты с возможностью импульсной сварки в этом отношении универсальны. В режиме импульсного тока происходит равномерный капельный перенос металла в шов без прямого контакта присадки со сварочной ванной. Такой метод позволяет избежать перегрева при любой толщине изделия.
В целом сварочные полуавтоматы обладают максимальной производительностью. Газовая защита избавляет от плавильных брызг и шлака, снижает риск коррозии.

РЕСАНТА САИПА-165
- Мощность, Вт 6600
- Диапазон регулирования сварочного тока, А 10 — 160
- Вес, кг 9.9

РЕСАНТА САИПА-220
- Мощность, Вт 9200
- Диапазон регулирования сварочного тока, А 15 — 220
- Вес, кг 12.6
Как варить тонкую нержавейку
Лучшим способом соединения изделий из тонкой нержавейки является ручная аргонодуговая сварка. Но при большом объеме работы с выполнением длинных соединений оптимальным будет полуавтомат. Детали толщиной более 2 мм можно варить и методом ММА. В любом случае важно соблюдать ряд правил:
- не растачивать кромки при толщине менее 3 мм;
- делать предварительную сцепку деталей в нескольких местах по линии стыка;
- подкладывать под место сварки медную пластину, снимающую избыток нагрева;
- диаметр электрода и присадок должен соответствовать толщине изделия;
- вести электрод нужно быстро, чтобы не проплавить металл;
- не совершать колебательных движений.
Обработка сварочного шва
Место сварки представляет собой слабую зону с риском коррозии и механического разрушения. Укрепить «иммунитет» сварной конструкции поможет обработка швов. В зависимости от использованного метода сварки и желаемого результата она может включать такие операции, как:
- Механическая шлифовка ― удаляется верхний оксидный слой, устраняются неровности и цветовая неоднородность. Можно использовать болгарку с абразивным кругом, шлифовальную машинку и пр.
- Полировка ― поверхность становится ровной и цельной, менее подверженной воздействию внешних факторов. В домашних условиях используют диск с вулканитом, полировочную пасту и войлок.
- Травление ― удаление оксида и цветовых пятен с помощью кислот (серной или соляной) и щелочей (расплав каустической соды). Существуют также специальные гели, пасты и спреи.
Заключение
Сварку нержавеющей стали нельзя назвать самым простым делом для сварщика-любителя. Потребуются терпение, наработка навыков и анализ ошибок. Нужно иметь интерес и желание самостоятельно решать задачи бытового металлоремонта.
Главное ― выбрать то оборудование, которое не только позволит научиться сварке, но и совершенствовать свое мастерство.